Evde metal bir matkap nasıl keskinleştirilir?

Matkap ne olursa olsun - yüksek kaliteli bile olsa - yüzlerce delme döngüsünden sonra matlaşır ve fabrikada ürünün kendisine verilen mükemmel bilemeyi kaybeder. Matkap eski keskinliğine dönene kadar mükemmel, pürüzlü olmayan bir delik açmaz.
Ne zaman keskinleştirmelisiniz?
Aşağıdaki durumlarda metal için matkap bileme gereklidir.
- Çekirdek yardımı ile işaretlenen noktadan atlar.
- Gelecekteki deliği işaretlemeden delmeye çalışırken, matkap ucun ucuyla seçilen noktayı yakalamaz, ancak usta ne yaparsa yapsın “yürür”.
- Delme sırasında bir dayak, vuruntu, gürültü var, yüksek frekanslı bir çınlamaya dönüşüyor. Vuruntu ve titreşim matkabı (veya darbeli matkabı) gevşetir. Kör matkaplar tarafından bozulan mekaniklerde, yeni, yeni satın alınan matkaplarla delme yapamazsınız: yeni bir matkap genellikle bundan kırılır.
- Bir dakikalık sürekli çalışmadan sonra bile aşırı ısınma. Yüksek hız çeliğinin aşırı ısınması, mukavemet özelliklerinin (tokluk, sertlik) kaybına yol açacaktır ve ürün metal için değil, yalnızca ahşap işleri için uygun olacaktır.
- Metal parçacıklar yırtılır, spiral talaşlar kaybolur.
Bir veya daha fazla işaret bulunursa, delmeyi hemen durdurun ve ucun ve spiral kenarların keskinliğini kontrol edin.

Gerekli araçlar
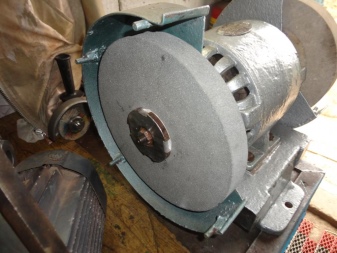
Bir elektrik motoruyla donatılmış olanlar da dahil olmak üzere seçilen araçlardan herhangi biri, çelik ürünleri (bıçaklar, matkaplar, makaslar, vb.) Bilemelidir. İkinci şart, matkabın süreçte keskinleştirilmiş halde tutulmasıdır. Matkabın ne kadar hızlı ve verimli bir şekilde keskinleştiği, ucun kenarlarından fazla çelik tabakanın gerekli taşlama açısının ayarlanmasına ve ürünü taşlama çarkına doğru itme hızına bağlıdır. Mekanize bileme aletleri, 3-19 mm çapında bir matkabı birkaç dakika içinde çalışma durumuna getirmenizi sağlar. Bükümlü matkaplar, bir elektrik motoru ve basit bir besleme sistemi ile özel veya geleneksel makinelerde bilenir. Böyle bir makine bir garajda bağımsız olarak monte edilebilir - profesyonel makineler satın almaya gerek yoktur; genellikle, delme noktasının düzleştirilmesi bir dosya, bir bileme taşı veya bir daire ile düzeltilir.



Bulgarca
Master, elektrikli sürücünün kendisine ek olarak, döndürülen ürünün sıkıştırıldığı bir mengeneye ihtiyaç duyacaktır.
Taşlama çarkının tane boyutu, metali öğüten cam kırıntısı tanelerinin bıraktığı mikro olukların çıplak gözle görülemeyeceği şekilde seçilmiştir.

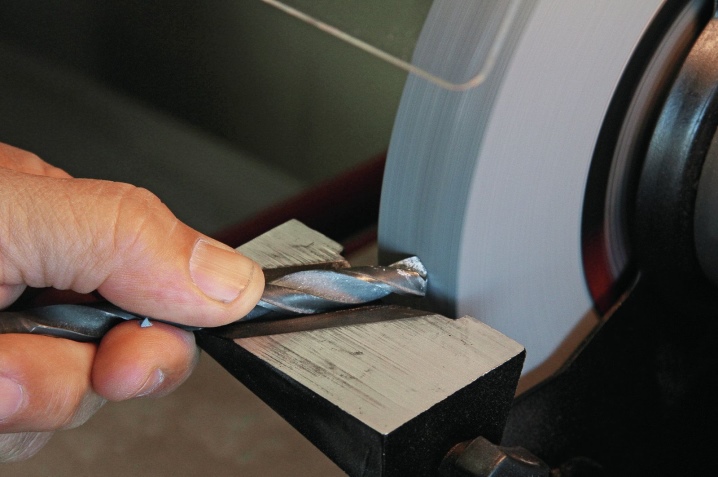
Bir matkabı öğütücü ile döndürmek için aşağıdakileri yapın:
- matkabı bir mengeneye dikey olarak sıkıştırın;
- aşınma belirtilerini gidermek için arka kenarı zımparalayın;
- kesme kenarını 120 ° açıyla taşlayın.
Matkabı sürekli olarak iki saniyeden fazla tutmayın. Kısa seanslar, çalışma kenarından 1 mm'den çok daha az ince alaşım tabakalarının çıkarılmasından oluşur. Matkap tekrar kullanıma hazırdır.

Kalemtıraş
Öğütücü, kullanım hızı, hareketliliği ile ayırt edilir, ancak usta, yaralanma riski olan yardımı ile dönme için ödeme yapar. Öğütücüye koruyucu bir kapak taksa bile, tekerleğin çatlama olasılığı vardır, alet saniyede binlerce devir hızında kısa bir sıkışma ile yol açar. Bileyici, makinenin kendisinin sert bir şekilde sabitlenmesi nedeniyle yaralanma riskini azaltır. Bileme açısını belirlemek mümkün değilse, taşlamaya başlamadan önce zımparalanacak yüzeye uygulanan plastik bir şablon uygulanır. Tutucu yana gitmemesi için bir cıvata ile tutturulmuştur. Matkabı bir kalemtıraşta açmak için aşağıdakileri yapın.
- Matkabı tutucuya klipsleyin ve makineyi açın.
- Kesme kenarlarını 120 ° açıyla taşlama diskine hareket ettirin.
- Matkapta çentikler ve oyuklar varsa, bunları her taraftan zımparalayın. Ürünün hizalamasını bozarlar ve matkabın gereksiz yere titreşmesine neden olurlar.
Büyük çaplı taşlama matkapları, artan toplam ısı kapasitesi nedeniyle, çelik aşırı ısınır, yüksek hızdan geleneksel olana döner, diğer çelikleri delmek için uygun değildir.


Matkap ucu
Matkap ucu, metal için matkapları taşlamanıza izin verir. Eylemlerin şeması aşağıdaki gibidir.
- Matkap üzerine geleneksel matkaplar için adaptörü takın. Basit bir elektrikli matkapta gerekli olması pek olası değildir.
- İstenilen çaptaki deliğe bir matkap takın.
- Matkabı çalıştırın ve matkabı bir taraftan zımparalayın.
- İkinci kesici kenarı döndürmek için matkabın diğer tarafını aynı uçtan çevirin.
Matkap ucu yalnızca biraz körelmiş bir matkabı keskinleştirir.
Kesici kenarında çentik ve çentik bulunan bir ürün matkapla keskinleştirilemez.
Ancak nispeten düşük maliyet nedeniyle - diğer aletlerle karşılaştırıldığında - bir nozuldaki matkapları döndürmek ucuzdur.




dosya veya dosya
Dosya, diğer çelik kalitelerine ve kalitelerine kıyasla artan sertlik ile karakterize edilen yüksek hız çeliğinin işlenmesi için uygun değildir. Pürüzlü veya elmas kaplı taşlar kullanıldığında istenilen bileme açısını elle tutturmak zordur. Motorlu bileme aletleri kullanın.

teknoloji
Bir matkabı yüksek kalitede keskinleştirmek için belirli cihazlara ihtiyaç vardır. Küçük veya büyük bir matkap olup olmadığı önemli değil - teknoloji aynıdır: ana iş, uçtaki kesici kenarlar tarafından gerçekleştirilir ve yan spiral kenarlar, delinmiş deliği hizalayarak talaşları spiral kanallara yönlendirir.

Bir matkabı keskinleştirmenin en basit yolu bir manşondur, iç çapı matkap bölümünün çapına eşittir. Manşon istenen açıda sıkıca sabitlenir. Aşağıdaki şekilde seçilir - matkap, bir derece bile sapmadan şablona açıkça ve çaba sarf ederek girmelidir. Matkap saparsa, kesici kenarlar tam olarak düzelmez ve çalışma sırasında "yürümeye" başlar. Manşon, iç çapı ürün çapının en yaygın değerlerine eşit olan demir dışı metal borularla tamamlanabilir.

Özellikle bilgili ustalar, bu cihazı farklı çaplarda matkaplarla delinmiş bir tahta blokla donatırlar.
Şablon, bileme için matkabın bileme çarkına beslenmesini kolaylaştıran ve ürünün ters yönde hareket etmesine izin vermeyen kullanışlı bir alet içerir. Çubuğun yapıldığı ahşap türü ne kadar sert olursa, açı o kadar doğru ayarlanır: örneğin, usta matkabı beslemek için bir meşe çubuğu kullanır, matkabın bileme sırasındaki dönüşü hariç tutulur, dönüşü hariç tutulur. Hariç tutulmuştur. Makine - örneğin, aynı bileme taşı - ev yapımı olabilir: ana şey, bileme taşının ortalanmaması, çalışma sırasında titrememesidir.

Doğru açı
Açı, deliklerin açıldığı çelik veya diğer metal (veya alaşım) tipine göre belirlenir. Metal veya alaşımın sertliği ne kadar düşükse, bileme açısı o kadar büyük olur. Bu nedenle, delinmesi gereken iş parçaları olan çelik, dökme demir ve bronz için, plastik ve magnezyum - 85 ° gibi yumuşak alkali metaller için bileme açısı 120 ° 'ye ulaşır.


Ancak cam ve porselen taş eşyalar için açı daha da aptaldır - 135 °, aynısı yumuşak bronz ve alüminyum alaşımları için de gereklidir.
Herhangi bir ağaç türü 130 ° gerektirir. Paslanmaz çelik için 115 ° yeterlidir. Gerçek şu ki, kolay akabilen bir metal kısa sürede daha fazla talaş oluşturur, aşırı sürtünme oluşur, matkap ucu daha çok ve daha hızlı ısınır. Ve aşırı ısı matlaştırır - matkabın yapıldığı sertleştirilmiş çelik bile ısıtıldığında tavlanır. Ürünün çeliği sertliğini kaybederek daha çok körelmeye başlar.

hata ayıklama
Yüksek hız çeliğinin kaba taşlama ile ince taneli çeliği birleştiren özel taşlama disklerinde yeniden oluşturulabilir bir matkabı eve getirmek mümkündür. Bu diskler, işten kaynaklanan kaba çizikleri, çentikleri ve oyukları ortadan kaldıran nispeten yumuşak bir dolgu maddesi içerir. Kesici kenarların şeklini değiştirmeden elimine edilirler. Bu diskler bir öğütücü veya matkap üzerine yerleştirilir ve matkap ayrı bir kelepçe veya bir mengeneye sıkıştırılır. Tekerleklerle yapılan işlem pürüzlü çıktıysa, ürünün kendisi dönen bir zımpara taşı ile taşlanır.

muayene
Kesici kenarların uzunluğunu, ucun konumunu, matkap üzerindeki çıkış kanallarının eğim açısını ve boyuna açının değerini ölçen özel bir şablon aracılığıyla doğru bilemenin hızlı bir şekilde kontrolü sağlanır. köşe.

alttan kesme
Master'ın 10 mm matkabı kör ise, ürün hücum kenarının yanından bilenir. Görev, kesme kenarının açısını arttırmak ve ön kenarın eğimini azaltmak, enine kenarı daraltmaktır.
İkincisi, iş parçası üzerindeki metal veya alaşımın deliğin merkezinde daha aktif bir şekilde kazınmasına izin verecektir.
Bu, en küçük çelik tanelerinin noktadan daha hızlı kırılmasını engeller, bu da matkabın kullanım ömrünü uzattığı anlamına gelir, daha hızlı ve daha fazla delmeyi mümkün kılar. Ürün ayrıca küçük bir boşluk açısıyla taşlanır, bu da kesilen deliklerdeki sürtünme kuvvetini azaltır.


Öneriler
Sıradan matkaplar, basit bir kalemtıraş, büyük bir taşlama diski olan bir testere, bir öğütücü veya ağızlıklı bir matkap üzerinde kendi elleriyle bilenir. Ancak taç olanlar için özel bir makine gerekebilir. Gerçek şu ki taç bir eksene sahiptir - ortak bir ürün olan ana matkap. Ve eğer basit bir şekilde keskinleşirse, o zaman tepenin tırtıklı, testere benzeri kenarı makine koşulları gerektirecektir. Aynısı koni kademeli matkaplar için de geçerlidir.

Koruyucu kapağı ve ekranı olmayan matkapları keskinleştirmeyin - çelik tozunun saçılması gözler için tehlikelidir. Gözün çoklu lezyonları, talaşlarla tıkanması, çıkarılmasında zorluklarla doludur.
En kötü durumda, tuzlu bir ortamda paslanan çelik zehirlenmesi nedeniyle, bir kişi onu kolayca kaybeder. Kask olmadan tavanı delmemeye dikkat edin. - düşen talaşlar da korunmasız gözlere düşer.
Alt kesiminiz için doğru açıyı alın. Çok "düz" matkap, çeliği delmez, çok "dik" - ahşap, alüminyum, bronz, magnezyum, plastik. Yanlış açı, matkabın sallanmasına ve deliğin hareket etmesine veya sıkışmasına ve kırılmasına neden olur.
Cam, porselen taş eşya, granit, seramik, yüksek mukavemetli kilde normal yüksek hız çeliği ile delmeyin. Bu malzemeler için sözde bir kazanç var. Pobeditovy alaşımı, yüksek hız çeliğini mukavemet açısından önemli ölçüde geride bırakıyor. Temperli camı delmeye çalışmayın - hemen parçalanır.
Muzaffer matkapları düz zımpara ve vitrifiye taş dairelerle bilemeyin. - bu ürünler için taş, tuğla ve sertleştirilmiş çelik kestikleri daireler gibi bir elmas var. Muzaffer matkapları düşük hızlarda bileyin.

Dönerken matkabı aşırı ısıtmayın - aşırı ısınmış çelik tavlama yaşayacak ve gözle görülür şekilde kötüleşecektir. Artık sertleştirilmiş veya yüksek hızlı (enstrümental) olmayacak.
Kızgın yontulmuş bir matkap ucunu suda veya diğer soğuk sıvılarda soğutmayın - keskin soğutmadan kaynaklanan mikro çatlaklar tarafından delinir. Bir iş parçasını ilk delme girişiminde, ürün hemen kırılacaktır.
Dönerken matkabı saptırmayın. En ufak bir özen - bir dereceye kadar bile - dengesiz dönüşe, titreşim meydana gelmesine, matkabın kırılmasına ve dişli kutusunun ve matkap motorunun gevşemesine neden olacaktır.
Kesici kenarların uzunlukları birbirinden 0,3 mm'ye kadar farklılık göstermektedir. Bu sınırlama, küçük çaplı matkaplar tornalanırken gözlenir.

Çalışma parçasının uzunluğu bir santimetreden az olmamalıdır. Matkap yarı yarıya kırılırsa ve kesme alanının bir kısmı dışarı atılırsa, çalışma bölümü artık bir santimetreden daha az olan matkapları taşlamayın.
Karbür uçlu matkaplar (örn. Pobedit, elmas uçlu), aynı malzemelerden yapılmış yekpare matkaplarla aynı aletler kullanılarak bilenir.
Bir matkabı keskinleştirmek ne kadar kolay, aşağıya bakın.













Yorum başarıyla gönderildi.