Taret torna tezgahları hakkında her şey

Metal ürünlerin işlenmesi için çeşitli işlemleri gerçekleştirmek için genellikle torna tezgahlarının kullanılması gerekir. Büyük bir kategoride, en yaygın olan döner-döner tipteki birimleri ayırabiliriz.


Genel açıklama
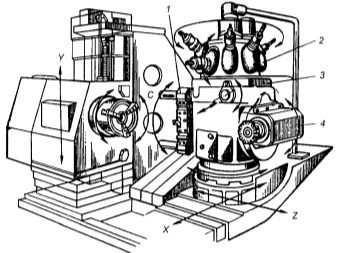
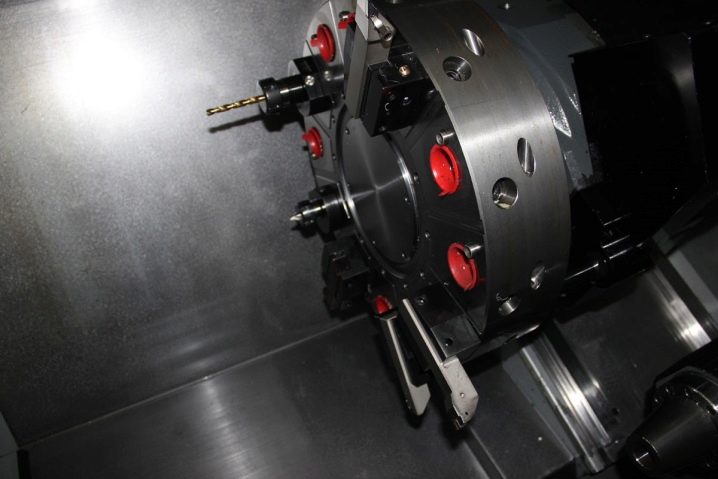
Taret tornalama teknolojisinin temel amacı, tipik tornalama setlerine karşılık gelir. Fark, çok konumlu bir döner kafanın varlığında yatmaktadır. Bu yapısal eleman, ekipmanın verimliliğini büyük ölçüde artırır ve ayrıca her bir ürünün işlenmesi için gereken süreyi azaltır. Dışında, TRS'nin CNC modülü ile modern modifikasyonları yaygınlaştı. Bir taretleri, kesici aletlerin yerleştirilmesi için özel oturma alanları vardır.
Gerekli kafa yapısı türü, metal işlemenin hızlı gelişmesinden kaynaklanmaktadır. Gerçek şu ki, CNC ile birlikte böyle bir yapısal parça, ürünlerin işleme hızını 2 kat veya daha fazla artırmaya izin veriyor. Ek olarak, bitmiş parçaların boyutlarının doğruluğunun parametrelerini ve yüzeylerinin pürüzlülük derecesini iyileştirir.
Taret torna kurulumlarından bahsetmişken, aşağıdaki temel gerçekleri belirlemek gerekir.


Çoğu durumda, bu endüstriyel kullanım için ekipman satın alınır. Ürünlerin seri üretimi yapan atölyelere kurulur, diğer tüm durumlarda kullanımı ekonomik olarak haklı olmayacaktır.
Taret döndürme mekanizmalarının temel özellikleri elemanların yüksek bir besleme hızında artan bir hızda işlenmesini sağlamak... Kesme alanına, aletin kendisinin ve işlenen iş parçalarının aşırı ısınmasını önleyen özel bir soğutma sıvısı verilir.

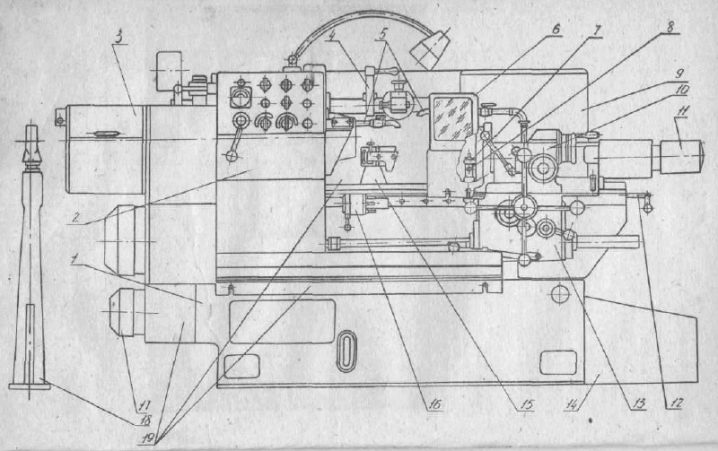
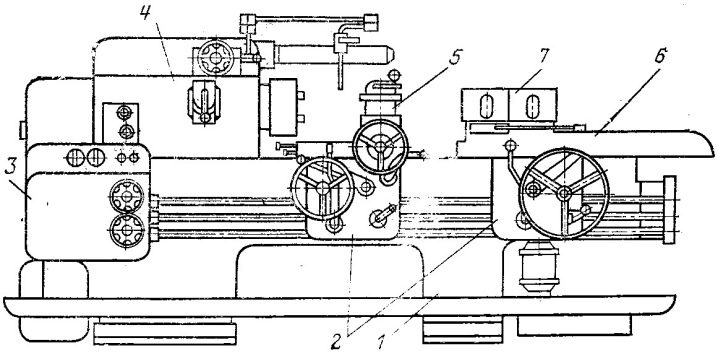
Bu tür ekipmanın tüm ana birimleri, diğer torna tezgahlarına benzetilerek yerleştirilmiştir - gerçekleştirilen işlem sayısını sağlayan şey budur. Genel olarak, bu tür birimlerin teknik parametreleri, kesme yüzeylerini hızlı bir şekilde değiştirme yeteneği sağlar.
Görüntüleme
Modern üreticiler çok çeşitli taret torna tezgahları sunar. Çalışma mekanizması, gerçekleştirilen işlem yelpazesi, tasarım özellikleri ve diğer bazı özelliklerde farklılık gösterirler. Bu tür tesislerin sınıflandırılması için mevcut gerekçeler üzerinde daha ayrıntılı olarak duralım.
İşlenen iş parçasının türüne göre
İşlenen ürünlerin türüne bağlı olarak makineler, kartuş veya çubuk çalışması için... Büyük çaplı miller kartuş kutularına sabitlenmiştir. Çubuk bölümü daha küçüktür, ancak oldukça etkileyici bir uzunluğa sahiptir.

İş parçası ekseninin konumuna göre
İşlenecek iş parçalarının eksenini yerleştirerek belirleyebilirsiniz. yatay ve dikey yanı sıra eğimli modifikasyonlar... Dikey ve yatay düzenlemeye sahip takım tezgahları maksimum sirkülasyonu aldı, eğimli eksenli kurulumlar çok daha az kullanılıyor.
Ek olarak, bazı modeller, tornalama veya hafif bir açıyla gerçekleştirilen diğer işlemler için parçayı eğmenize izin verir.


Ayrı bir grup yapılır yarı otomatik cihazların döndürülmesi ve döndürülmesi. Çeşitli çaplarda çubuklarla çalışırken talep görüyorlar.Bu tür ekipmanların ana özellikleri arasında aşağıdaki özellikler bulunmaktadır.
Tek milli makine, çubuğu yerleştirmek için yalnızca bir delikli mile sahiptir. Bu durumda, deliğin enine kesitinin boyutu nispeten küçüktür.
Ek ekipman, ürünü statik bir konumda beslemek ve tutmaktan sorumlu bir birim şeklindedir.


Aynı zamanda, tasarım, işlemin bitiminden sonra işlenmiş elemanın geri çekilmesi için bir cihaz sağlar, bu sayede maksimum üretim otomasyonu mümkün olur.
En iyi üreticiler ve modeller
Çoğu yerli işletme, standart TRS - 1P371, 1A365, 1N318 ve ayrıca S193A, 1365 ve diğerlerini kurar... Ancak, son on yılda, bunları CNC ile gelişmiş teknolojik versiyonlarla değiştirme eğilimi olmuştur. CNC ile yapılan modifikasyonların, artan otomasyon ve işlevsellik derecesinin yanı sıra olağanüstü işleme doğruluğu nedeniyle birçok avantajı vardır.

Berdichev fabrikası tarafından sunulan ekipman 1V340F30, artan teknik ve operasyonel özellikleri ile öne çıkıyor. Bu ünite bir CNC kompleksi aracılığıyla kontrol edilir ve tasarımında 8 konumlu bir kafa bulunur. Destek, işlemeye izin veren enine yerleştirilir:
-
20 cm'ye kadar kesitli tek ürünler;
-
5 cm çapa kadar çubuk ürünleri.

Alapaevsk takım tezgahı fabrikasında üretilen 1P426DF3 ünitesi iyi bilinmektedir. Bu, program kontrol modülüne sahip modern bir teknolojidir. Metal ürünlerin tek, küçük ve orta ölçekli üretimi için talep görmektedir. Büyük partilerin işlenmesi için uygun değildir.
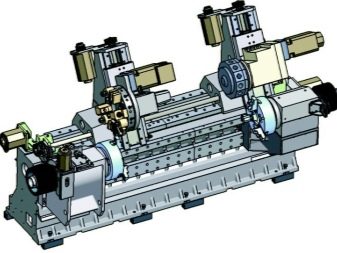
Ana özellik, iki başın çapraz destek üzerindeki konumuydu.... Biri altıgen, iç yüzeylerle çalışmak üzere tasarlanmış, diğeri ise yuvarlak, 8 konumlu - dış yüzeyler için.


Buna ek olarak, performansıyla ünlü birçok ithal ekipman, bu günlerde Rusya tornalama tesisleri pazarında ortaya çıktı.
-
Haas Automation'dan (ABD) ST ve DS üniteleri. Bu makineler, paslanmaz çeliğin yanı sıra alaşımlı çelik ürünleri de işlemenizi sağlar.
-
Şirketten GS-200 makineleri İyi bir yol.


Bileşenler
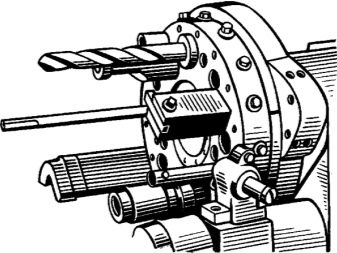
Diğer makineler gibi, taret torna teknolojisi, bileşenlerin kullanımını içerir - korumalar, kılavuz borular ve miller... Bugün üreticiler, iğ sayısı değişebilen çok çeşitli modeller sunmaktadır. Aynı zamanda, aşağıdaki önemli noktalar vurgulanmıştır.
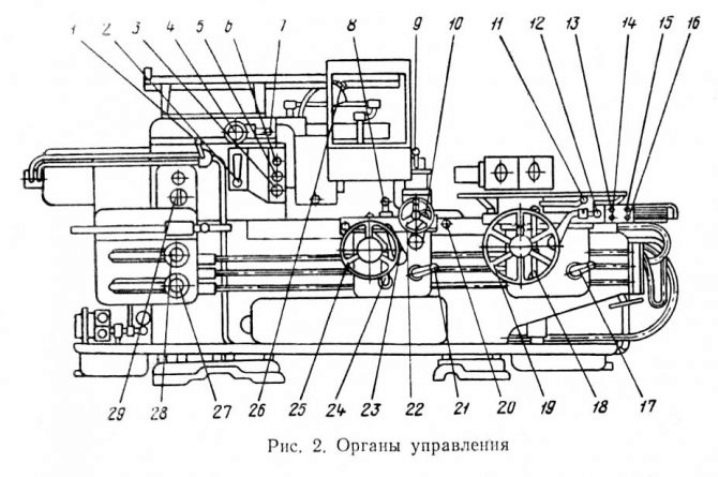
Çalışma kafasının ekseninin yatay konumu durumunda, destek kendi ekseni etrafında dönebilir ve bu eksenin yönü boyunca ileri geri hareket edebilir. Bu durumda, rotasyon, toplam sayısı genellikle bir düzineyi aşan birkaç çalışma pozisyonunda aynı anda gerçekleştirilir.
Başın eğimli ve dikey ekseni ile kumpas ya geleneksel ya da döner tiptedir.
CNC'li TPC'ler ayrıca, kafa pozisyonunun parametrelerini değiştirme yeteneği ile yüksek hassasiyetli işlemeden sorumlu bir modül üstlenir. Genellikle ana üniteleri özel bir kasa ile kaplanmıştır. Bu, operatörün güvenliğini kat kat artırır.
Ne tür bir çalışma yapılıyor?
Daha önce belirtildiği gibi, modern tornalama-döndürme cihazlarının teknik ve operasyonel parametreleri, çeşitli işlemlerin gerçekleştirilmesine izin verir. Devrim gövdeleri şeklinde sunulan değişken ürünler boşluk olarak kullanılabilir. En yaygın manipülasyonlar şunları içerir:
-
dönüm dış yüzeyde, geçiş pürüzlü veya bitmiş olabilirken;
-
kesmek kesme elemanını kurarken;
-
diş açma - hem iç hem de dış;
-
kanal açma Farklı derinlikler ve konfigürasyonlar.

Standart silindirik konfigürasyona ek olarak, bu tür makineler diğer iş parçalarını işleyebilir.
-
Profil şekilli tip - yarı otomatik bir torna-freze makinesi kullanıldığında, diğer herhangi bir işleme gibi tornalama, kavisli bir şablon aracılığıyla veya bir kopya cetveli aracılığıyla gerçekleştirilir.
-
Konik - işleme özel bir fotokopi makinesi ile gerçekleştirilir. Ek olarak, bir defalık uzunlamasına-enine besleme gerçekleştirme yöntemiyle konik bir yüzey elde edilebilir.

Kompakt taret döndürme mekanizmaları ayrı bir kategoriye yerleştirilebilir. Bu tür cihazlar ev atölyelerine bile kurulabilir.
Seçim yaparken nelere dikkat edilmelidir?
Taret torna tezgahlarını seçerken önemli kriterlere odaklanmanız gerekir.
Doğruluk kategorisi - metal ürünleri işlemek için belirli bir ekipman modifikasyonu kullanma olasılığını belirlemek için, potansiyel olarak hangi doğruluğun elde edilebileceğini bilmek gerekir. Sürümlerin büyük çoğunluğu H sınıfı sağlar.
Parçanın maksimum parametreleri - kesit, uzunluk ve çalışma birimlerinin kendi aralarında yerleşimi.
İş parçası malzemesi - genellikle bu tür makinelerde dökme demir, yüksek, düşük karbonlu veya alaşımlı çelik işlenir, diğer alaşımların tornalanmasına izin verilir.
Birim zaman başına devir sayısını sınırlama - boyutsal doğruluk ve pürüzlülük için belirtilen gereksinimleri olan bir iş parçası, yalnızca parçaların belirli bir hıza döndürülmesiyle elde edilebilir. Bu durumda, toplam iletim sayısı dikkate alınmalıdır.
Üreticiler, yüksek hızlı besleme gerçekleştirirken bireysel birimlerin hareket edebileceği maksimum hıza ilişkin verileri belirtmelidir.

Motor gücü parametreleri ve motor sayısı - kural olarak, küçük boyutlu kurulumlarda, işlenmiş parçalar kompakt olduğundan ve her çalışma için biraz metal çıkarıldığından motorların gücü düşüktür. Seri üretimde motorlar sürekli yüklere dayanabilmelidir.
Ekipmanın boyutları ve ağırlığı - mini makineleri kurmak çok daha kolaydır. Ek olarak, büyük boyutlu olanlar, çalışma tabanının dikkatli bir şekilde hazırlanmasına ihtiyaç duyar.
Ayrıca şunu da hesaba katmak gerekir mekanizmaların kinematik diyagramı değişebilir... Örneğin, eski tarz modeller, belirli tipte dişleri oluşturmak için belirli konfigürasyonlardaki yedek tekerleklerin takılacağı şekilde oluşturulmuştur.
Koruma - CNC ile yapılan değişiklikler, koruyucu bir kapağın takılmasını gerektirir. Bu, ekipmanın çalışması sırasında yaralanma riskini en aza indirir.

Modern tornalama cihazlarında, gerekli ekipmanların yanı sıra kesme yüzeylerinin montajı maksimum doğrulukla gerçekleştirilir. Bu tür ünitelerde, kesici takımın manuel olarak değiştirilmesine gerek yoktur - bu, her parçanın işlem hızını önemli ölçüde azaltır. Sonuç olarak, üretkenlik artar, bu da iş parçalarının işlenmesi maliyetinde bir düşüşe neden olur. Aynı zamanda, bu tür makinelerin onarımı birçok zorluğa neden olur. Bu nedenle, çalışmaları sırasında önleyici bakım, zamanında tanımlama ve sorunların giderilmesine özel önem verilir.
Kurulum özellikleri
Taret döndürme ekipmanını çalıştırmaya başlamadan önce, kurulumu çok önemlidir. Birkaç ana aşama içerir.
-
İş parçasını sabitlemek için ekipmanın montajı, kesici ve yardımcı aletlerin montajı.
-
Durakların ayarlanması, çubukları yönlendirmek ve kaliperlerin hareketini sınırlamak için gereklidir.
-
Kamlar, fişler, anahtarlar, tutamaklar için kontrol ünitesinin montajı ve milin belirli bir hareket frekansını ve kesme aletinin gerekli hızını elde etmek için diğer cihazlar.
-
Test işleme birkaç deneme elemanı, sonraki operasyon için uygunluklarını kontrol eder.
-
Mutabakat ve gerekirse, belirli bir projeye göre makine üzerindeki durdurma konumlarının yeniden ayarlanması.













Yorum başarıyla gönderildi.