Çelik telin tanımı ve çeşitleri

Çelik tel, sektördeki en yaygın metalik malzemelerden biri olarak kabul edilir. Aynı zamanda çok çeşitli ürünlerin imalatının temelidir ve aynı zamanda bağımsız kullanım için kullanılabilir. Bu tür tellerin birçok çeşidi vardır - incelememizde tartışılacaktır.



Özellikler ve özellikler
En genel haliyle, tel metal esnek metal çubuk, kural olarak, silindir şeklindedir. Artan mekanik strese dayanmanın yanı sıra TV ve ses sinyallerini ve elektriği iletmek için kullanılır. Çelik tel katı, çok telli veya örgülü olabilir. Çoğu durumda, yuvarlak bir kesit ile gerçekleştirilir, biraz daha az sıklıkla kare, altıgen, dikdörtgen ve diğer bazı şekillerde yapılır.



Çelik tel, yapısal ürünler kategorisine aittir, çelik kord ürünleri, çelik halatlar, metalize ağlar, yayların yanı sıra elektrikli fırınlar için çeşitli ısıtma elemanlarının üretiminde yaygın olarak kullanılmaktadır. Hırdavat (somun, cıvata ve perçin) telden yapılmıştır - bu durumda üretim soğuk şişirme tekniğine dayanmaktadır.
Tel standart olarak yuvarlatılmış kenarlara sahiptir. Ahşap ve metal testerelerinin yanı sıra burçlar, bisiklet ve motosiklet zincirlerinin imalatında da benzer bir bant kullanılır.

Çelik tel ve ondan yapılan malların ana tüketicileri metal işleme ve makine mühendisliği gibi alanlardır, mallar inşaat, kimya, petrokimya endüstrileri, demir ve demir dışı metalurji ihtiyaçları için satın alınır. En yaygın tel, düşük karbonlu çelik alaşımından yapılmıştır, düşük karbon içeriğine sahip metalize uzun bir üründür. Bu teknik özellikler sayesinde, iyi süneklik ile birlikte artan mukavemet ile ürün elde edilir.


Genel amaçlı bir çelik tele ayrıca bir çinko tabakası uygulanırsa, korozyona karşı direnç kazanır. Bu yüzden galvanizli tel, yüksek nem koşullarında kullanılırken, başlangıçtaki fiziksel ve operasyonel özelliklerini uzun süre korur. Mevcut duruma göre GOST3282-74, pişmiş çelik tel daha yumuşak hale gelir.
Bu özellik, takviye işi yapmak için kullanılmasını mümkün kılar, ayrıca ürünü örgü takviyesi, olası malları paketleme ve çeşitli parçaların üretilmesi için teknolojik sürece dahil eder. En genel amaçlı tel, diğer tüm tel türleri arasında daha fazla talep görmektedir.


Üretme
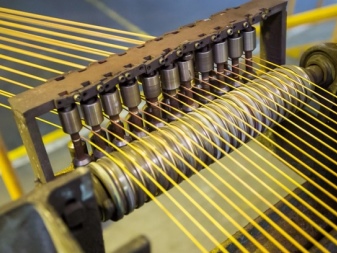
Çelik telin serbest bırakılması, özel bir fırında veya onsuz daha fazla ateşlenerek özel ekipman üzerine filmaşin çekilerek gerçekleştirilir.
Broşlama ve çekme işlemi teknik açıdan özellikle zor değildir. Çalışan bir hammadde olarak sıkıştırılmış filmaşin kullanılır, tüm manipülasyonlar çekme makinelerinde yapılır. Metal haddeleme ile karşılaştırıldığında, bu işlemin birçok avantajı vardır:
- otomatik makine çalışması artan performans sağlar;
- Çizim ürünleri almanızı sağlar temiz ve düz bir yüzeye sahip mükemmel düzenli şekil - bundan dolayı, sonraki işlem derecesi büyük ölçüde azalır ve telin kendisi iyileştirilmiş mekanik özellikler kazanır.


Genel olarak, bükülmüş çelik tel üretimi birkaç aşamadan oluşur.
- Bu aşamada aşındırma yapılır., asıl görev, çizime müdahale edebilecek metal ve ölçeğin yüzey tabakasını çıkarmaktır. Yüzey hazırlığı, reddedilen alanların yağdan arındırılması, zımparalanması, cilalanması ve mekanik olarak kesilmesi ile gerçekleştirilir. Ölçekte karmaşık kimyasal bileşikler bulunabileceğinden, filmaşin 50 dereceye kadar ısıtılmış asit çözeltileri ile işlenir. Daha sonra iş parçası özel kurutma odalarında 75-100 dereceye kadar ısıtılarak yıkanır ve kurutulur.
- Bu aşamada var ısı tedavisiamacı, metal iş parçasını daha yumuşak hale getirmek, iç gerilmelerden kurtulmaktır. Bunun için malzeme ısıtılır, bir süre bekletilir ve soğutulur. Sonuç olarak, çeliklerin özellikleri önemli ölçüde değişir ve tel çekme ve pişirme işlemi kolaylaşır.
- Ayrıca, bir çekiç yardımıyla çelik kütükler düzleştirilir ve tesviye edilir. Bu sayede metali kalıptan geçirmek için çekme makinesinin tamburuna sabitlemek mümkündür.
- Bu aşamada, doğrudan çizim... Bunun için işlenmiş ve yassı hammaddeler, konik bir kanal vasıtasıyla mümkün olan en yüksek hızda makineye çekilir. Çekilen tel miktarına göre bu işlem tek veya çok telli olabilir.
- Son aşamada gerçekleştirin yanan - Bu manipülasyonların ana görevi, metali çektikten sonra stresi en aza indirmektir. Çelik, elastik, gerilmeye dayanıklı ve sert hale gelirken, aynı zamanda uzama ve bükülmeye karşı da esnek hale gelir, direnç ve 1 metrelik ağırlık gibi parametreler iyileştirilir.

İki tür ısıl işlem vardır.
- hafif ateşleme - inert gazla dolu bir fırında gerçekleştirilir. Bu nedenle metal oksidasyona uğramaz ve üzerinde ölçek oluşmaz. Bitmiş ürünler hafif bir gölge ve çok etkileyici bir maliyet kazanır.
- siyah ateşleme - bu durumda, en basit atmosfer kullanılır, bitmiş ürünlerin yüzeyinde ölçek oluşur, bu nedenle koyu bir renk alır. Böyle bir telin maliyeti, hafif telden çok daha düşüktür.


Çelik alaşımının hızla paslanan metal kategorisine ait olduğu göz önüne alındığında, galvanizleme genellikle üretim döngüsüne dahil edilir. En iyi ve en kaliteli tel, çinkonun doğrudan tele maksimum yapışmasını sağladığı için sıcak daldırma galvanizleme tekniği kullanılarak üretilir.
Çıkıştaki bitmiş ürünler paslanmadan korkmaz ve aynı zamanda ultraviyole ışınlarının etkisi, rüzgar ve sıcaklık dalgalanmaları gibi olumsuz dış etkenlere karşı artan bir koruma seviyesine sahiptir. Ek olarak, galvanizli çelik tel, galvanizli olmayandan çok daha sünektir ve dolayısıyla daha dayanıklıdır. Bundan sonra ürünler parçalara ayrılır ve işaretlenir.

GOST 3282–74 uyarınca, çelik tel, mevcut No1050 standardına göre çelikten üretilir. Çıkışta ısıl işlem görmemiş 0,5 ila 6 mm kesitli bitmiş tel, metal yapının genel bütünlüğünü ve tahribatını ihlal etmeden en az 4 bükülmeye dayanmalıdır. Çinko ile kaplanmamış bir ürünün yüzeyinde, teknolojik standartlar küçük ezik ve çiziklerin varlığına izin verirken, derinlikleri bitmiş ürünlerin çap olarak sapma boyutunun 1/4'ünden fazla olmamalıdır. Ancak her boyutta çatlak, pul ve filmin varlığına kesinlikle izin verilmez.
Galvanizli telin yüzeyinde hafif beyazımsı bir kaplamanın yanı sıra parıltı olabilir - ancak yalnızca kaplamanın genel kalitesini bozmazlarsa.Metalik olmayan alanlar ve siyah noktalar bulunan çelik tellerin üretim sürecinde satışı ve kullanımı kesinlikle yasaktır.
Kaplama çatlamamalı veya dökülmemelidir, ancak hafif toz benzeri soyulmaya izin verilir.


sınıflandırma
Boyut ve şekle göre
Bölümün boyutuna ve şekline bağlı olarak, tüm bitmiş ürünler geleneksel olarak birkaç gruba ayrılır. Birincisi, kalınlığı 0,1 mm'den fazla olmayan en ince olanı içerir. Kesit parametresi 8 mm'yi geçen ürünler 9. grup olarak adlandırılır. Standartlara uygun tüm ürünler yuvarlak, kare ve çok yönlü veya şekilli profilde yapılır.


Bitirme türüne göre
Telin büyük ölçüde bitirilmesi, gerekli mekanik ve fizikokimyasal parametreleri sağlar. Bu yüzden maksimum güç sağlamak için tel ayrıca sertleştirilir, ateşlenir ve stabilize edilir. Bu manipülasyonlardan geçmeyen materyalin sınırlı bir kullanım alanı vardır.

Yüzey tipine göre
Çelik tel, ön tornalama ve kaba işleme sonucunda cilalanabilir, dağlanabilir, ayrıca cilalanabilir veya çekilebilir. Herhangi bir ön bitirme yapılmadan telin serbest bırakılmasına izin verilir. Kaplama metalik (bakır kaplamalı, pirinç kaplamalı, galvanizli veya alüminize) veya metalik olmayan (PVC kılıf içinde polimer veya fosfatlı) olabilir.
Kaplamasız ürünler genellikle yüksek sıcaklıklarda işlenir.... Termal fırında işlenen ürünler siyah veya açık tonlarda üretilmekte olup, kalınlıkları 0,16 ile 10 mm arasında değişebilmektedir.


Kimyasal bileşime göre
Çelik tel şunlardan yapılır:
- düşük karbonlu alaşım % 0.25'ten daha az karbon fraksiyonu ile beton ürünleri güçlendirmek için gereklidir;
- karbon alaşımı 0.25'ten fazla karbon fraksiyonu ile yayların yanı sıra tel ve halatların imalatında kullanılır.
Çelik alaşımlı veya yüksek alaşımlı olabilir. Özel fiziksel ve kimyasal parametrelere sahip (ısıya dayanıklı, korozyona dayanıklı ve hassas) alaşımlardan üretime izin verilir.
Belirli tasarım özellikleri, nikel ve krom gibi kimyasal elementlerin içeriği açısından alaşıma özel gereksinimler getirir.


Uygulama alanına göre
Uygulama alanına bağlı olarak, aşağıdaki çelik tel grupları ayırt edilir.
- Paslanmaz - arttırılmış ısı direnci parametrelerine sahip özel alaşımdan yapılmıştır. Bu malzeme paslanma ve oksidasyona karşı hassas değildir, esas olarak donanım ürünlerinin üretiminde kullanılır.
- Kaynak - 0,5 ila 8 mm arasında bir kesit boyutunda üretilir, esas olarak elektrik ark kaynağının montajı için kullanılır.
- inşaat demiri - adından da anlaşılacağı gibi, bu tür tel, her türden betonarme yapıyı güçlendirmek için yaygın olarak kullanılmaktadır. Gerilimsiz veya artan basınç altında olabilirler. Çelik malzemede bulunan bölümler sayesinde güçlendirme işlemi sırasında gözenekli beton tabana maksimum yapışma sağlanır.
- Bahar - Soğuk sarım yöntemiyle yapılan yayların daha fazla ısıl işleme tabi tutulmadan serbest bırakılmasıyla devreye girer.
- Teleferik - deniz, nehir ve diğer halatların imalatı için geçerlidir. Örgü kabloları için ideal, üretim alanında geniş uygulama alanı bulmuştur.
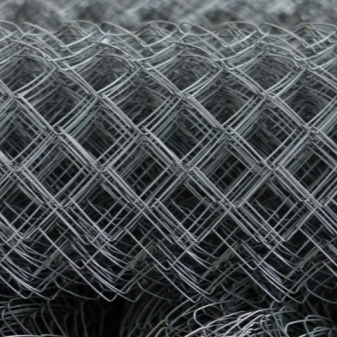
- Örgü örmek - artan süneklik ve aynı zamanda mukavemet ile karakterize edilen düşük karbonlu çelikten yapılmıştır. Tarım ve inşaatta evrensel olarak talep görmektedir.

İşaretleme
Stalistaya, bir dizi harf ve rakam içeren kendi özel işaretine sahiptir. Bu nedenle, 0.86 mm kesitli çelik siyah ısıl işlem görmüş tel aşağıdaki gibi gösterilir: tel 0.86 - O - Ch - GOST 3281–74. 2. sınıf galvaniz kaplamalı 2. kategorinin 1,6 mm kesit alanına sahip bir termal fırında işlenmemiş bir tel işaretlenmiştir: tel 1.46 - II - 2C - GOST 3281–74.
Tel makaralar halinde satılırken, sargının kendisi dönüşler olmadan gerçekleştirilir, ardışık sıralara yerleştirilir - böylece engelsiz çözülme sağlanır.
Bir bobin en fazla 3 parça içerebilir, her bir bobin sadece bir parça içermelidir.

Çelik tel ve çelik kordun nasıl yapıldığı hakkında bilgi için bir sonraki videoya bakın.













Yorum başarıyla gönderildi.