Özlü telin özellikleri
Elektrotlar kullanarak çelik yapıların kaynak prosedürü her zaman uygun değildir. Bu işlemi gerçekleştirmede zorluklar, açık bir alanda, yükseklikte gözlenir.
Düşük kaliteli dikişlerin oluşmasını önlemek için bazı ustalar özlü tel kullanır.

Ne olduğunu?
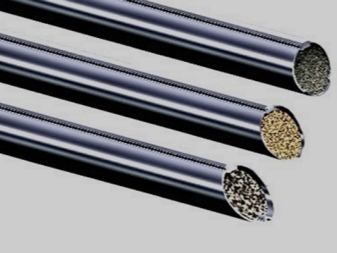
Kaynak teli, çoğu modern kaynak teknolojisinin önemli bir parçası olarak kabul edilir. Toz özelliği, içinde bir akının bulunduğu veya aynı zamanda bir metal tozu ile kombinasyon halinde olduğu içi boş bir metal boru şeklindedir. Bu tel, yarı otomatik gazsız kaynakta kaynak oluşturmak için kullanılır. Bu özelliğin modern görünümü sayesinde, arkın kolay tutuşması ve ayrıca kararlı bir yanma süreci gerçekleştirilir.
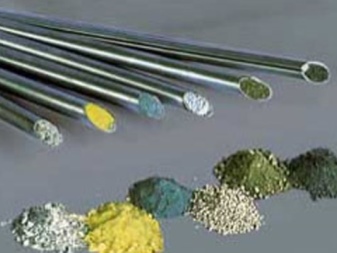
Özlü tel üretimi, GOST'a sıkı sıkıya bağlı kalmaya dayanmaktadır, bu nedenle kullanımı yüksek kaliteli bir sonuç sağlar. Tüpün içinde ince bir demir, fosfor, krom fraksiyonunun varlığı aşağıdaki noktaları garanti eder:
- kullanılan malzemeye uygun hale gelene kadar banyo alanındaki ve ark çevresindeki sıcaklığın stabilizasyonu;
- elektrotun yanı sıra parçalar üzerinde kaynaşmış metalin karıştırılmasının uyarılması;
- gazla temastan itibaren tüm genişlik boyunca dikişin düzgün kapanması;
- kaynama homojenliğinin ve sıçrama olmamasının sağlanması;
- kaynak parçalarının hızını arttırmak.


Özlü tellerin yardımıyla, özel ekipmanın mevcudiyetine bağlı olarak, parçalar üzerinde ve herhangi bir yerde kaynak prosedüründe yüzey kaplaması yapılır. Amaçlanan kullanımı göz önüne alındığında, tüp manyezit veya fluorspar içerebilir. Refrakter malzemeyi işlemek gerekirse, sıcaklığı arttırdıkları için grafit ve alüminyumun bulunduğu tel kullanmaya değer.
Bu tür kaynak malzemesinin dezavantajları, yüksek maliyet, dar uzmanlık, bir buçuk milimetreden daha kalın kaynak levhalarının karmaşıklığıdır.

Birincil gereksinimler
Gazsız yarı otomatik kaynak için özlü (flux) kaynak teli kullanılır ve boru görünümündedir. Özelliğin iç boşluğu, özel bir bileşimin poleni ile doldurulur. Taban polarize bir metal şerittir. Böyle bir tel oluşturmanın son aşaması, onu gerekli boyutlara hafifçe germektir.
Her tür özlü tel aşağıdaki gereksinimleri karşılamalıdır:
- eşit şekilde eritin ve aşırı sıçramayı önleyin;
- bir elektrik arkının meydana gelmesinde kararlılık ve kolaylık ile karakterize edilmelidir;
- kaynak işlemi sırasında ortaya çıkan cüruf eşit olarak dağıtılmalı ve dikişlere girmemelidir;
- çatlaklar, gözenekler olmadan eşit bir dikişe sahip olun.

Geleneksel tel ile karşılaştırma
Kaynak teli, en yaygın olanı toz ve katı olarak adlandırılabilen birkaç türe ayrılır. Bazı farklılıklara rağmen, her iki özellik de oldukça sık kullanılmaktadır. Katı tel tipi bakır bir kaplamaya sahiptir ve ikinci tip kaynak özelliği hakkında söylenemeyen inert gazlarla da kullanılabilir.
Ek olarak, özlü tel üretimi, bir metal şeridi yuvarlayarak, akı ilavesiyle bir şeritle yuvarlar.
Masif telin maliyeti daha düşüktür, ancak özlü telin bazı avantajlarından yoksundur, örneğin:
- dikey yokuş yukarı kaynak için kullanın;
- galvanizli çelik ve diğer kaynaklanması zor çeşitlerle çalışmak;
- telin içine çeşitli maddeler ekleyememe.

Türlere genel bakış
Her kaynakçı, günümüzde termal püskürtme, elektrik ark metalizasyonu, alaşımlı çelik ve diğer birçok amaç için kullanılabilecek çeşitli derecelerde özlü tel olduğunu bilmelidir. Bu kaynak özelliğinin çeşitlerinin özelliklerine bakıldığında, her ürün belirli bir çapa, işarete, kabuk için malzemelere ve ayrıca alüminyum, demir veya diğer dolgulara sahiptir.
Metal borular, kenarların birbirine bağlı olduğu, anahtar kıvrımları ve ayrıca çok katmanlı olduğu yuvarlak olanlara şekil olarak bölünmüştür.
Kullanım özelliklerine göre, toz özellikleri bu çeşitlere ayrılır.
Gaz koruması
Bu tip tel, kaynak havuzu üzerinde bir kapatma gerektirir. Bu amaçla argon veya başka bir soy gaz kullanılır. Kaynak için gaz koruma özelliği genellikle karbon, düşük alaşımlı çeliklerin kaynağında kullanılır. Bu tel aşağıdaki avantajlara sahiptir:
- ark kararlılığı;
- yüzeye çıkan cüruf kolaylığı;
- gözeneklilik eksikliği;
- düşük seviyede püskürtme;
- cüruf tasfiyesinin basitliği.
Derin nüfuz, bu tür borularda doğaldır. Derzlerde ve köşelerde derzler oluştururken ve ayrıca metalden yapı ve boru üretimi sırasında üst üste binmelerde kullanımları talep edilmektedir.


kendini koruyucu
Kendinden korumalı tüp, sahada bile herhangi bir alanda yarı otomatik çalışma için iyi bir seçenektir. Bu kaynak özelliği, ek sarf malzemesi türlerinin varlığına ihtiyaç duymaz. Banyoda çalışırken, gaz şarjından kaynaklanan bir bulut birikimi fark edilir. Kendinden korumalı tel kullanımı sonucunda, sıcak derzleri geniş bir şerit ile gizlerken, dikişlere eşit bir akı uygulanır. Bu tip özlü tel, malzemelerin donatılmamış koşullarda kaynağı sırasında uygulamasını bulmuştur. Yardımı ile alüminyum ürünler ve alaşımları lehimlenir.


Dolgu malzemesinde konsantre olan tozlar aşağıdaki işlevleri yerine getirebilir:
- alaşımlama;
- deoksidasyon;
- elektrik arkının stabilizasyonu;
- dikişlerin tekdüzeliğinin oluşumunun basitleştirilmesi.
Tozun bileşimine bağlı olarak, kendinden korumalı tel şunlar olabilir:
- florit;
- florit-karbonat;
- rutil;
- rutil florit;
- rutil organik.

Kullanım özellikleri
Kaynak sırasında yarı otomatik bir cihazın kullanılması, toz tipi ürünler kesintisiz olarak beslendiği için dikişlerin hızlı uygulanmasına katkıda bulunur. Gaz hortumu her zaman iş için müsait olmayabileceğinden, bu yöntem metalleri koruyucu bir gaz ortamında kaynaklamanıza olanak tanır. Pratik olarak herkes gazsız doğru şekilde pişirebilecekken, yüzey ve sertleşmeye özel dikkat gösterilmelidir. Mekanize kaynakta, doğru uygulama tekniğinin yanı sıra mevcut parametreleri, polariteyi dikkate almak zorunludur.
Ustanın unutmaması gereken bu metal cihazla çalışmanın nüansları var. Arkı başarılı bir şekilde yönlendirmek ve bir dikiş oluşturmak için düz bir yüzey hazırlamaya değer. Yarı otomatik cihazlarla çalışırken bu, ünitenin içindeki kontakları değiştirerek sağlanabilir.
Brülöre giden tel topraklama kablosuna, karşıt tel ise brülör terminaline bağlanmalıdır.


Çalışmada önemli bir nokta, kullanılan telin çapına tam olarak karşılık gelen makaraların montajıdır. Silindirin yan tarafında çap aralığı hakkında bilgi vardır. Hareketli tipte bir makara, tel içi boş bir yapı ile karakterize edildiğinden sıkıca sıkılmamalıdır ve bu olay, deformasyona veya kablo kanalında bir tıkanıklık oluşmasına neden olabilir.
İçin Telin sorunsuz çalışması için baskı parçasının çıkışında bulunan ucu çıkarmanız gerekecektir. Sargısı, bu kanalın sonundan sarf malzemesi göründükten sonra gerçekleştirilir. Büyük bir delik arkın kontrol edilmesini zorlaştırabileceğinden, ucun çapı da telin boyutuna uygun olmalıdır. Bu prosedür sırasında gaz kullanılmaz, bu nedenle nozulun takılması isteğe bağlıdır. Spreyin uca yapışmaması için bunun için özel olarak tasarlanmış bir ürün ile püskürtülmelidir.


Özlü tel malzeme ile kaynak yaparken, dikiş her zaman gözden geçirilecektir, bu nedenle teknoloji harici olarak standart elektrot kullanımına benzeyecektir.
Kaynağın toz özelliğinin mekanik mukavemeti ve sertliği olmadığı için uzmanlar, elemanın otomatik beslenmesinin sürekliliğini sağlayan özel bir mekanizma kullanılmasını önermektedir.
Kaynak işleminde yoğun bir cüruf oluşumu vardır, metal bir fırça ile hızla ortadan kaldırılmalıdır. Aksi takdirde, çalışma alanına cüruf girebilir ve bu da kusurların oluşmasına ve mekanik mukavemette azalmaya neden olur.


Özlü tel tamamen metalden yapılabilir veya akı dolgulu olabilir, böylece bir gazın görevlerini yerine getirir. Bu kaynak özelliğinin kullanılması normalden daha düşük kaliteli bir kaynakla sonuçlanabilir, ancak bazı durumlarda toz katkı maddesi olmadan bunu yapmak mümkün değildir.
Gaz tüplerinin taşınması her zaman uygun değildir, bu nedenle teknisyen özlü teli örneğin bir yükseklikte veya uygun olmayan bir yerde kullanabilir. Pratikte görüldüğü gibi, az miktarda iş ile evde kullanım için bu kaynak seçeneği pahalıdır. Ancak üretimde, toz borular kullanıldığında, deneyimsiz uzmanlar tarafından bile hızlı ve kaliteli kaynak yapılabilir. Ayrıca, uzun bir dikiş uygularken böyle bir kaynağın işe yarayabileceği de fark edildi, aksi takdirde çok fazla atık elde edilir.


Özlü tel kaynağı aşağıdaki videoda anlatılmaktadır.













Yorum başarıyla gönderildi.