Paslanmaz Kaynak Teli Hakkında Her Şey

Kaynak, çeşitli metallerden ve bunların alaşımlarından yapılmış yüzeyleri ve ürünleri birleştirmenin uygun ve kaliteli bir yoludur. Ancak bu zor işlem özel ekipman ve malzemeler gerektirir. Bir kaynakçı, bir kaynak ünitesine ek olarak, bir tutucu veya torçlu teller, elektrotlar ve koruyucu ekipman, çalışma sırasında, özellikle karmaşık ve zorlu kaynak işlemlerinde kendini kanıtlamış bir dolgu teli, örneğin paslanmaz, olmadan yapamaz. İş.


Özellikler ve amaç
Paslanmaz kaynak teli bir sarf malzemesi dolgu malzemesidir. Evsel alanda inşaat ve sanayide olduğu kadar yaygın değildir. Kimyasal, yağ ve gıda üretimi bu sarf malzemesi olmadan yapılamaz. Kaynak için paslanmaz çelik tel, her türlü endüstriyel yapı, parça oluştururken ve ayrıca eski ekipman ve yapıları onarırken gereklidir.
Ürünün yüksek kalitesini ve kullanımının iyi bir sonucunu garanti eden GOST'a göre yapılır. Bu tel, otomatik ve yarı otomatik kaynak sırasında sarf malzemesi olarak kullanılır. Sürekli olabilir ve kaynak işleminde kullanıldığında CO2, argon veya bunların kombinasyonları yoluyla gaz koruması gerektirebilir.
Gazsız korumada, akı ve içinde gaz bileşimi olan bir tüp şeklinde olan akı özlü paslanmaz tel uygulamasını bulmuştur. Ortaya çıkan kaynağı korumak için telin iç dolgusu gereklidir.

Bu ürün, yüzey kaplama sarf malzemesi olarak uygulamasını bulmuştur. Kullanımının bir sonucu olarak, yüzeyde kaynağı korozyondan koruyan koruyucu bir film oluşur. Ayrıca paslanmaz tel, elektrotların hazırlanmasının temelidir. Bu malzeme kullanılarak yapılan kaynak işlemi, sıcaklığın ergitme için gerekli değere yapay olarak yükseltilmesiyle gerçekleştirilir.
Dolgu malzemesi, içinde benzersiz bileşenlerin bulunması nedeniyle eritilir. Kaynak sırasında, eriyen tel püskürtme yapmaz, ancak dikişleri eşit şekilde doldurur, bu da onları güçlü ve düzgün hale getirir. Günümüzde bu tip telin kullanılmadığı bir kaynak işlemi bulmak nadirdir.

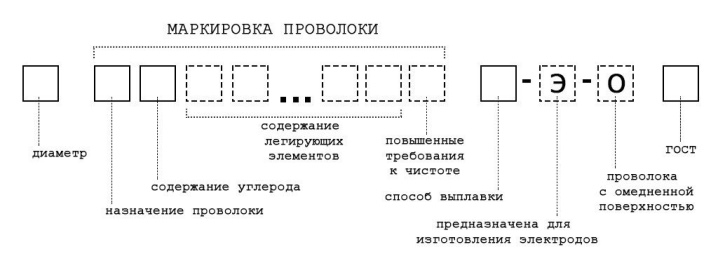
İşaretlemenin kodunun çözülmesi
Paslanmaz kaynak teli, alaşımlı ile aynı şekilde belirlenir. Tek fark, paslanmaz çelikte büyük miktarlarda krom ve nikelin varlığı olarak adlandırılabilir. Katı paslanmaz tel, GOST 2246-70'e göre işaretlenmiştir.
Tanımlama aşağıdaki harfleri içerebilir:
- A - tel standart miktarda fosfor ve kükürt içerir;
- AA - yukarıdaki maddeler azaltılmış bir miktarda bulunur;
- NS - ürün, elektro cüruf yeniden eritme ile üretilmiştir;
- NS - elektrotları hazırlamak için tel kullanılır;
- Ö - Ürün yüzeyinde bakır kaplama vardır, bu nedenle stabil bir ark ile kritik bağlantıların yapılması durumunda tel kullanılır.
GOST standartlarına göre, çelik telin işaretlenmesi aşağıdaki tanımlamaları içerebilir:
- NS - soğuk haddelenmiş ürün;
- T - termal olarak işlenmiş;
- NS - artan üretim doğruluğu;
- TS - oksit içermeyen açık renkli metal.


Çapa bağlı olarak, kaynak için 100 m paslanmaz çelik tel aşağıdaki ağırlıklara sahiptir:
- 0,5 mm - 0,31 kg;
- 1 mm - 0,62 kg;
- 1,5 mm - 1,4 kg;
- 2 mm - 2, 48 kg.
Popüler markalar
Bugün piyasada çok çeşitli paslanmaz kaynak teli çeşitleri bulunmaktadır. Bu nedenle, bu ürünü seçerken kompozisyona dikkat etmelisiniz. Genellikle yanma ve oksidasyon stabilizatörleri içerir. Manganez içeren ürün, yoğunluk ile karakterize edilir ve karbon içeren ürün, düşük plastisite ile karakterize edilir. Tel seçimi, gelecekteki uygulamanın özelliklerine dayanmalıdır.
Paslanmaz çelik için en popüler tel markaları arasında şunlar bulunmaktadır:
- 12X18H10T;
- Sv 07x25n13;
- Sv 06x19n9t;
- Sv 04h19n11m3.

En iyi üreticiler
Paslanmaz kaynak telinin maliyeti, yalnızca malzemenin kalitesinden, safsızlıkların varlığından değil, aynı zamanda üretim özelliklerinden de doğrudan etkilenir. Bu dolgu sarf malzemesi, Ukrayna ve Rusya dahil olmak üzere birçok Avrupa ülkesinde yapılmaktadır. Şu anda piyasada aşağıdaki üreticilerden bir ürün satın alabilirsiniz:
- "SpetsElektrod";
- Eco Plus;
- Sychevsky Elektrot Tesisi;
- "Vadis-M";
- Frunze - Elektrot;
- Lincoln Elektrik;
- "Oliver";
- ESAB.



Kullanım İpuçları
İyi bir bağlantı elde etmek için birçok kaynakçı paslanmaz tel ile çalışırken yarı otomatik kullanır. Bu ekipman, dikişleri yabancı etkilerden korur, dolgu telini kaynak yerine otomatik olarak besler, zorla soğutur ve ulaşılması zor yerlerde kullanılabilir.
İşi yapmadan önce, hazırlık aşamasını yapmaya, yani bir takım faaliyetler gerçekleştirmeye değer.
- Muamele edilen yüzeyden kontaminasyonu ortadan kaldırın.
- İş parçalarındaki kaynağı yağdan arındırın.
- Yüzeyleri 100 dereceye kadar ısıtarak fazla nemi alın.

Kaynak yapılacak parçalar arasında küçük bir geçiş dikişi kalınlığı elde etmek için birkaç kaynak yöntemi kullanabilirsiniz:
- kısa ark yöntemi;
- mürekkep püskürtmeli aktarım;
- evrensel dürtü yöntemi.

Paslanmaz katkı maddesiyle çalışmanın yüksek kaliteli sonucunu elde etmek için kaynakçının aşağıdaki gereksinimleri karşılaması gerekir:
- brülörü negatif bir açıyla konumlandırın;
- kafayı metal yüzeyden 1,2 cm mesafede sürün;
- telin eritilmesi küçük porsiyonlarda yapılmalı, burada büyük damlalar kullanılmamalıdır.
Kaynaktan sonra bazen kusurlar gözlemlenebilir. Bunları ortadan kaldırmak için parçaları bir brülörle ısıtmak ve bir çekiçle vurmak gerekir.

Paslanmaz tel kaynağı, kaynak işlemini hayal etmenin zor olduğu önemli bir özelliktir. Tüketiciler bu ürünü çile, makara veya bobin halinde satın alabilirler. Bu evrensel hammadde türü yüksek teknolojik özelliklere sahiptir ve bu nedenle birçok endüstride ve inşaatta kullanılmaktadır.
Kaynak için tel seçmeyle ilgili ipuçları için aşağıdaki videoya bakın.













Yorum başarıyla gönderildi.