Argon Kaynak Teli Hakkında Her Şey

Argon kaynağı için tel hakkında her şeyi bilmek, herhangi bir kaynakçı için aynı zorunlu an ve ayrıca akımın elektrotlarını, tiplerini ve özelliklerini seçme yeteneğidir. Bu telin seçimi de göründüğü kadar kolay değildir. Ve doğru şekilde yapılmazsa, uygulaması bir takım tuzaklarla tehdit edebilir.

özellikler
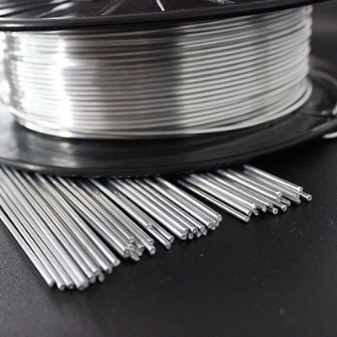
Argon kaynak telinin ana özelliği görünüşüdür. Çoğu durumda, bu bileşenler bobinlere bükülmüş metal çubuklardır. Bu tür bobinleri besleme mekanizmasına yerleştirmeniz gerekir. Gelen telin kendisi katı veya içi boş bir yapıya sahip olabilir. Sıçrayan ürünler de var. Katkı malzemesi iş parçasının malzemesi ile tamamen aynı olmalıdır.
Bu kuralı çiğnemek için yapılan tüm girişimler iyi bir şeye yol açmaz. Makara nakliyesi endüstriyel kullanım için uygundur. Manuel modda, tel, esas olarak el işi çalışmaları için çalışma alanına beslenir. Genel olarak, teknoloji başka özel gereksinimler getirmez.


Görüntüleme
Katı tel saf metalden yapılmıştır. Bu tür cihazların bileşimi herhangi bir yabancı madde içeremez, katkı maddeleri de kullanılmamalıdır. Basitliklerine rağmen, bu tip teller kaynakçılar tarafından en yaygın şekilde kullanılır. Esas olarak bir gaz atmosferinde kaynak yapmak için alınanlardır. Özlü tel, argon kaynağı için pratik olarak uygun değildir, çünkü özellikle dış gaz korumasını toz ergitme sırasında salınan maddelerle değiştirmek için tasarlanmıştır.
En ilginç olanı, etkinleştirilen öğedir. Katı ve toz çözeltilerin avantajlarını dezavantajları olmadan birleştirir. Farklılıklar, kaynak yapılacak malzemelerin türü için de geçerlidir. Demirli metallerin argon arkı ile işlenmesi için dolgu teli en yaygın seçeneklerden biridir. Ana dağıtım aşağıdaki gibidir:
- özlü tel, daha sonra ısıl işleme tabi tutulacak karbon çeliklerini manipüle etmek için zorla kullanılır (bu genellikle en iyi seçim olmasa da);
- alüminyumla çalışmak için alüminyum gereklidir (manganez, silikon, magnezyum ve diğer kapanımlar içerebilir);
- paslanmaz kaynak teli - krom veya nikel ile alaşımlı çelikle yapılan çalışmalarda kullanılır;
- bakır kaplama (esas olarak ağır alaşımlı veya orta alaşımlı iş parçalarının kaynağında kullanılır);
- düz çelik (hafif alaşımlı metalle çalışmak için tercih edilir).



Paslanmaz tel, krom veya nikel içeren çeliğin kaynağında aktif olarak kullanılmaktadır. Çıktı çok yüksek kaliteli bir dikiş olmalıdır.
Çatlakların görünümü ve korozyon işlemlerinin ortaya çıkması neredeyse hariç tutulmuştur. Paslanmaz tel kullanıldığında sıçrama miktarı en aza indirilir. Ark çok aktif ve kararlı bir şekilde çalışacak ve dikişin hizmet ömrü önemli ölçüde artacaktır.
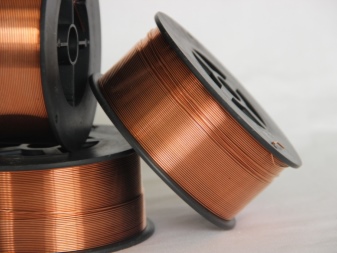
Bakır kaplı tel, paslanmaz çeşidiyle aynı olumlu özelliklere sahiptir. Ayrıca, kullanılan kaynak makinesinden bağımsız olarak el aletlerinin korunmasına da yardımcı olur. Bakır kaplı telin tedariki genellikle onu plastik bir kasete sarmak anlamına gelir. Tipik kalınlıklar 0,6 ila 1 mm arasındadır. Bakır kaplı tel (örneğin, SV-08G2S), kaynak arkının yeniden başlatılmasını kolaylaştırır ve herhangi bir modda yanmasını stabilize etmeye yardımcı olur. ESAB alternatif ürünü aşağıdakilerle çalışmak üzere tasarlanmıştır:
- takım çeliği;
- gemi yapımında kullanılan çelik alaşımları;
- damgalı metal;
- alüminyum;
- dökme demir.

Argon kaynağı için düz çelik tel, hemen hemen her endüstriyel üretim alanına uygulanabilir. Bu sarf malzemesi çok sayıda göstergeye göre sınıflandırılmıştır. Kesitle birlikte çok önemli bir rol, malzemenin mekanik mukavemetidir. Kesin kimyasal bileşimi de önemlidir - her zaman olduğu gibi, iş parçasına ne kadar yakın olursa, iş o kadar iyi ve verimli olur. Yalnızca "Sv" kısaltması ile işaretlenmiş tel kullanılabilir, kesitleri 0,03 ila 1,2 cm arasındadır.
Silikon oranının %3 ile sınırlı olduğu alüminyum alaşımları işlenirken alüminyum malzeme talep edilmektedir. Bu durumda sınırlayıcı bakır içeriği %3 ila %5 arasındadır. Benzer dolgu malzemesi:
- artan gücü garanti eder;
- boşlukların kendileriyle aynı rengi verir;
- alüminyum yapılara karşı korozyon direncinde düşük değildir.
Otomobil, nehir ve deniz taşıtlarının imalatında alüminyum katkı maddeleri talep edilmektedir. Böyle bir tel, yapıları su ile temas halindeyken kaynak yaparken oldukça yoğun olarak kullanılır. Ancak pratikte saf alüminyumun kullanılmadığını, her zaman başka maddelerle karıştırıldığını anlamak önemlidir - aksi takdirde yeterli mukavemet sağlanamaz.
Bu moment kaynak sarf malzemeleri için de tipiktir. Ancak, katkı maddelerinin payı %1'i geçmez.



Tercih
Ana nokta, gerçekleştirilen manipülasyonlardır. Argon kaynağı için tasarlanmış telin kendisi kesim için uygun değildir (ve tersi). Ürünlerin çaplarına dikkat edilmelidir. Metal ne kadar kalınsa, katkı maddesinin o kadar büyük olması oldukça doğaldır. Çoğu durumda, 3 mm kesitli bir tel seçilir.
Kaynak telinde özel güçlendirici bileşenlerin bulunabileceğini belirtmekte fayda var. Ürünün teknik özellikleri, miktarlarına ve oranlarına bağlıdır. Ayrıca tel işaretlemeye dikkat etmeye değer. "Sv" harflerinden sonra karbon konsantrasyonunu yansıtan bir sayı vardır. Ayrıca, metal konsantrasyonu %0.99 veya daha az ise ilave metaller belirtilir.



Kullanım için talimatlar
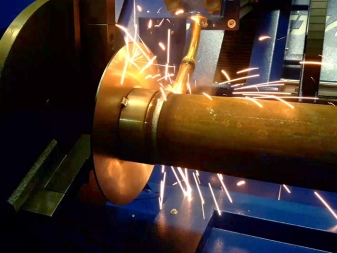
Kaynak teli otomatik veya yarı otomatik modda kullanılabilir. Argon temini, katkı maddesi temini ile kesinlikle senkronize olmalıdır. Ayrıca özel bir brülör kullanmanız gerekecektir. Doğrudan polarizasyonlu doğru akımın kullanıldığı varsayılmaktadır. Alternatif akım üzerinde çalışma, bir osilatörün kullanılması anlamına gelir, ancak pratikte, bu tür manipülasyon yalnızca küçük ince duvarlı tüplerle çalışırken gösterilir.
Manuel argon kaynağı da bazen uygulanmaktadır. Operatör bir eliyle torcu, diğer eliyle teli tutar. İkincisi, çalışma alanına mümkün olduğunca yumuşak bir şekilde beslenir. Bu yöntem sağlam, güçlü bir el ve sabit bir göz gerektirir.
Ve bu koşullar altında bile, uzun süre ve istikrarlı bir şekilde çalışmak mümkün değildir, bu nedenle en azından yarı otomatik bir cihazın kullanılması oldukça arzu edilir.














Yorum başarıyla gönderildi.