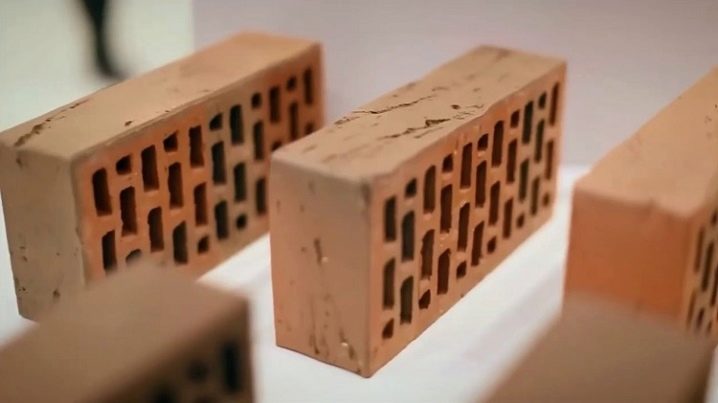
Kil tuğlası: bileşim, özellikler ve üretim teknolojisi

Yapı malzemelerinin üretimi oldukça çekici ve gelecek vaat eden bir meslek çünkü bu ürünler her zaman talep görecek. Ancak tüm süreci katı teknolojik kurallara göre organize etmek önemlidir. En az bir anı kaçırdıktan sonra, sıradan bir tuğlayı bile kilden çıkarmak imkansızdır.
Hammadde tedariği
İlk adım, doğal olarak üretim tesislerine hammadde tedariğidir. Kil yataklarının aranması, standart jeolojik keşif yöntemleri kullanılarak gerçekleştirilir. Katmanlar keşfedildiğinde, uzmanlar kalınlıklarını, üretim için mevcut kaynakları tahmin eder. Belirli bir taş ocağının kullanılmasına karar verilirse, alan önceden temizlenir (1-2 yıl daha). Hem bitki örtüsünden hem de açıkça gereksiz türlerden arındırılmalıdır.
Genellikle, sonraki madenciliği kolaylaştırmak için toprağın yüzeyi gevşetilir. Aynı aşamada, ulaşım ve enerji karayolları kariyere yol açar (hazır iletişimin yokluğunda). Kil şu şekilde çıkarılır:
ekskavatör kullanımı;
patlayıcılarla kaya kırma;
nispeten küçük makineler (buldozerler vb.)


Ürün türleri
Farklı tuğla türlerinin üretimi, aynı boyuttaki ürünlerden bahsediyor olsak bile, ürünün üretim teknolojisinde önemli farklılıklar anlamına gelir.
Çift kum-kireç tuğla, ses yalıtımı açısından seramikten daha iyidir, ancak aşağıdakiler açısından ondan daha düşüktür:
Soğuk direnç;
binanın termal kararlılığı;
nem emilimi.
Aynı zamanda, geleneksel kırmızı tuğlanın daha pahalı olduğu ortaya çıkıyor. Üretimi daha pahalı ekipman gerektirir ve çok daha uzun sürer. Enerji tüketiminin yanı sıra emek yoğunluğu da artar. Ancak her iki durumda da hammadde art arda birkaç aşamadan geçer. İlk olarak, gerekli özellikleri veren bir kil kütlesi hazırlanır.


Daha sonra ham kalıplanır, kurutulur. Ve ancak o zaman ateşleme zamanı gelir, yani ana teknolojik operasyon. İşi doğru yapmak için tuğla fabrikasına verilen killi kayalar GOST 1975'e göre sıralanır.
Bu, şunları dikkate alır:
refrakter özellikler;
sinterleme kapasitesi;
mineral bileşimi;
plastik özellikler;
kuru durumda mekanik direnç.

Hammaddelerin kimyasal karakterizasyonu, konsantrasyonun belirlenmesini gerektirir:
suda çözünür tuzlar;
aluminyum oksit;
kaba taneli bileşenler;
ince dağılmış fraksiyonlar;
Demir oksit;
titanyum dioksit;
ücretsiz silika


Teknolojik sürecin özellikleri
Bir ocaktan yeni getirilen kil hammaddeleri, kaliteli ürünlerin üretimi için son derece nadiren uygundur. Hammaddelerin kalitesini iyileştirmek için, onları hava koşullarına, iklimsel ve mekanize işlemeye tabi tutmak gerekir. İlk aşama, kil karışımının 1-2 yıl kontrollü koşullar altında bırakılmasını içerir. Bu aralık, yaşlandırma için nemlendirme, dondurma ve buz çözme (bazen dondurma ve buz çözme işlemi birkaç kez yapılır) için gereklidir. Bu işlem bittiğinde işleme gerçekleştirilir.
Anlamı:
hammaddelerin yapısında dikkatlice düşünülmüş değişiklik;
kilin ezilmesi, içindeki yabancı kapanımlar;
büyük döküntü ve yabancı maddelerden temizlik;
kili pürüzsüz olana kadar karıştırın.


Kil kütlesinin teknolojik olarak hazırlanması, çeşitli özel makineler kullanılarak gerçekleştirilir. Bazıları kili gevşetir, bazıları öğütür ve yine bazıları parçalanır (çeşitli büyüklükteki taşlardan arındırılmış). Tuğla fabrikalarında bilyalı ve döner değirmenler, kil karıştırıcılar ve pervaneli karıştırıcılar da kullanılmaktadır. Çok işlevli üretim cihazları da vardır.
Ancak, tüm üretim hattını değil, yalnızca bireysel kurulumları değiştirebilirler.



Kil nasıl kalıplanır
Çoğu durumda, plastik bir teknik kullanılır. Nem içeriği% 18 ila 28 arasında değişen orta plastisiteye sahip hammaddelerin işlenmesine izin verir. Bu amaçla vidalı kayış presi kullanılır. Kil kütlesini vakum modunda ısıtabilen preslerin kullanılması tavsiye edilir.
Bu işleme modu, hammaddenin gücünü arttırır.

Bir de zor yöntemi var. Plastik işleme yönteminin bir alt türü olarak kabul edilir. Bu yaklaşım, nem içeriği %13 ila 18 arasında olan nispeten kaba bir kil kütlesine uygulanır. Kilin zorlu işlenmesi için hidrolik presler kullanılır. Vidalı ve vakum hazneli makineler de kullanılabilir. Hem plastik hem de sert tuğla yapım yöntemleriyle, kalıplamanın bitiminden sonra pişmemiş kütle parça bloklar halinde kesilmelidir.
Boşluk elde etmenin yarı kuru yöntemi nispeten nadirdir. Sıska kil olarak adlandırılan yetersiz plastik hammaddelerin işlenmesi gerektiğinde kullanılır. Bu hammaddenin nem içeriği %8 ila 12 arasındadır. Genel işlem süresi azalır. Kuru üretim yöntemi, nem içeriği% 2 ila 6 olan kil tozundan tuğla oluşumunu içerir.


Kurutmak gerekli değildir, bu tür hammaddelerden en yoğun seramik ürünleri elde edebilirsiniz.
Kurutma
Her iki durumda da, tuğlalar oluşturulduktan sonra, genellikle onları kurutmanın zamanı gelmiştir. İşlemenin bu aşamasında nem içeriği %5-6'ya düşürülür. Bu şartı görmezden gelir ve fırına daha fazla nemli ürün gönderirseniz çatlayabilir ve hatta deforme olabilirler. Modern dinamik üretim artık uzun vadeli doğal kurutmayı karşılayamaz. İşlemi hızlandırmak için odacıklı veya tünel kurutucular kullanılır.
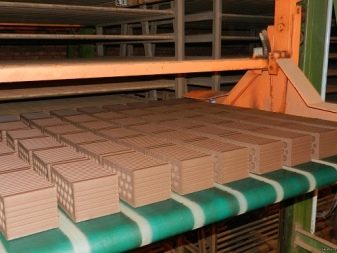

Ve üretimin teknik ve ekonomik verimliliğini artırmak için, giderek daha sık sürekli kurulumları seçin.
İşlemenin son aşaması
Tuğla pişirmek için gerekli sıcaklık, çeşitli fırın türlerinde - çoğunlukla tünel ve halka fırınlarda - oluşturulur.
Ateşleme üç küçük aşamaya bölünmüştür:
hazırlanan kil bloğunu ısıtmak;
gerçek sıcaklık etkisi;
sıcaklıkta sistematik ve kademeli azalma.
İlk aşamada iş parçası 120 dereceye kadar ısıtılır. Bu, fiziksel etkilerle ilişkili nemin buharlaşmasına yol açar. Ürün çok daha az plastik hale gelir. Sıcaklık 600 dereceye yükselir yükselmez bu değişim geri döndürülemez hale gelir. Artık nem buharlaşır ve kil amorf bir yapı kazanır - yakında organik madde yanacaktır.

Tuğla 800 dereceye ısıtılır ısıtılmaz, iş parçası parçacıklarının dış kenarları birbirine sıkıca yapışır. Bu, bitmiş tuğlanın birçok kez daha güçlü olmasını sağlar. Sıcaklık 1000 dereceye yükseldiğinde yangının büzülme zamanı gelmiştir. Bitmiş ürün sinterlenir ve daha yoğun hale gelir. Kolayca eriyen, sıvıya dönüşen maddeler, henüz erimemiş olanı sarar - aynı zamanda, hacmi% 2-8 oranında azaltmanın yanı sıra, tuğlanın mekanik mukavemeti biraz artar.
Kendi elinizle kilden nasıl tuğla yapılacağını öğrenmek için aşağıdaki videoya bakın.













Yorum başarıyla gönderildi.